

针对冶金企业有可能产生有毒及可燃气体泄漏,工矿条件具备双重危险的特点而设计的订制化解决方案。通过该气体检测报警系统,可以有效的监控一氧化碳、硫化氢等有毒气体或可燃性气体可能发生的泄漏,并对泄漏水平进行监测、预报警,提醒生产操作人员进行预处理。从而避免因气体泄漏带来的毒害或爆炸危险,保障人员和设备的安全,保证生产的正常运行。
应用领域
冶金行业的炼铁厂、焦化厂、炼钢厂、煤气储运等
主要功能
l 数据检测与现场工艺相结合
l 远程控制,多点共享,区域报警控制
l 多级数据共享及分析功能
l 灵活用户管理模式
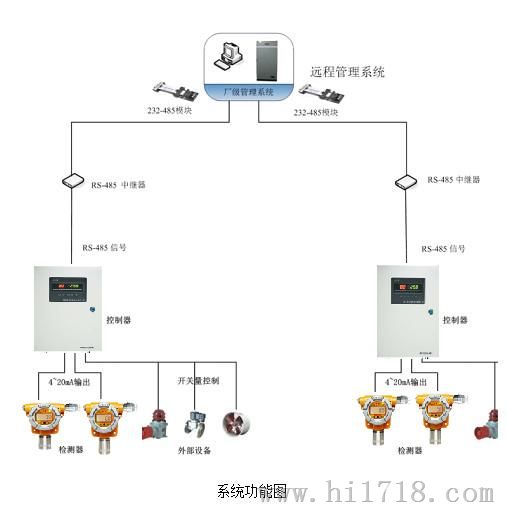

现场检测控制系统由气体检测报警器,气体报警控制器,声光报警、排风、联动装置等现场设备共同组成。上级监控系统根据现场条件可选择不同的系统组网方式构建,实现数据传输、远程控制等功能。其中,气体报警控制器作为初级的气体报警控制设备连接气体检测报警器,并控制现场声光报警器、风机等外部设备,实现现场报警、控制功能;同时通过上位机通讯的方式将检测信息传输给工控机(或系统设备),利用系统软件来实现数据显示、分析、控制等功能,构成完整的气体检测报警系统。